Every product you pick up, sit on, drive in, or wear has likely passed through a mould at some point. That plastic bottle cap, that car dashboard, that rubber sole - all born from a cavity shaped with precision. Moulding is not just a manufacturing technique; it is the backbone of modern production. From small workshops in the West to large-scale moulding in China, this process shapes the world in ways most people never notice.

This guide breaks down what moulding actually is, the types that exist, how each process works, and where they are used. Whether you are a product designer, an engineering student, or simply curious, stick around - by the end, you will know exactly why moulding matters and how to think about it strategically.
Moulding is a manufacturing process in which raw material - typically plastic, rubber, metal, or glass - is shaped by forcing it into or around a pre-designed cavity called a mould. Once the material cools, hardens, or sets, it takes the exact shape of that cavity.
Think of it like baking in a tin: the batter takes the shape of the container. The difference is that industrial moulds are engineered to micron-level precision, built to produce thousands or even millions of identical parts with minimal waste.
No other process matches moulding for repeatability, speed, and scalability. Once a mould is made, every part that comes out of it is virtually identical. This consistency is what makes it irreplaceable in industries where tolerances and aesthetics both matter.
Key advantages of moulding include:
闂傚倷绀佺壕顓㈠Υ鐎n喖绠柨鐕傛嫹 High production speed with low per-unit cost at scale.
闂傚倷绀佺壕顓㈠Υ鐎n喖绠柨鐕傛嫹 Intricate geometries that are almost impossible to machine.
闂傚倷绀佺壕顓㈠Υ鐎n喖绠柨鐕傛嫹 Minimal material waste, especially with closed-mould methods.
闂傚倷绀佺壕顓㈠Υ鐎n喖绠柨鐕傛嫹 Wide material compatibility - plastics, metals, rubber, ceramics.
Injection Moulding: The Industry Workhorse
Injection moulding involves melting plastic pellets and injecting the molten material under high pressure into a steel or aluminium mould. It cools rapidly and is ejected as a finished part.
This is the most widely used moulding technique globally. It suits high-volume production of small to medium-sized parts - everything from LEGO bricks to medical syringes. The initial tooling cost is high, but the per-part cost drops dramatically at volume. Cycle times can be as short as a few seconds per part, making it exceptionally efficient for mass manufacturing.
Blow Moulding: Hollow Forms Made Fast
Blow moulding is a process where heated plastic is inflated inside a mould using compressed air, forming hollow shapes like bottles and containers.
This technique is specifically designed for hollow objects. A plastic tube (called a parison) is clamped inside the mould and air is blown in, pushing the material against the walls. It is the process behind virtually every plastic bottle you have ever used. Three variants exist - extrusion blow, injection blow, and stretch blow - each suited to different wall thicknesses and material requirements.
Compression Moulding: Old School, Still Relevant
Compression moulding places raw material directly into an open mould cavity. The mould is then closed under heat and pressure, forcing the material to fill the shape and cure.
This method is older but still widely used for rubber parts, composite materials, and thermoset plastics. It produces fewer residual stresses compared to injection moulding, which makes it ideal for large, flat, or moderately complex parts like electrical insulators, car hoods, and seating components. Lower tooling costs make it attractive for medium-run production.
Rotational Moulding: For the Big Hollow Parts
Rotational moulding (or rotomoulding) involves loading plastic powder into a mould, which is then heated and slowly rotated on two axes until the material coats the interior walls evenly.
This process is perfect for large, hollow, seamless products - think water tanks, kayaks, playground equipment, and industrial storage bins. The tooling is relatively inexpensive, and wall thickness can be controlled by adjusting the amount of material used. It is slow compared to injection moulding but unmatched for producing large, stress-free hollow parts.
Transfer Moulding: Precision for Thermosets
Transfer moulding feeds pre-measured material into a chamber (the pot) and forces it through a sprue into closed mould cavities using a plunger under controlled pressure.
This process seamlessly bridges the gap between compression and injection moulding. It is especially common in the production of rubber seals, electrical encapsulation, and ceramic components. Better dimensional control than compression moulding and less material waste. It handles thermosetting plastics and rubber well - materials that cannot be remelted once cured.
Regardless of the specific type, most moulding processes follow a consistent sequence:
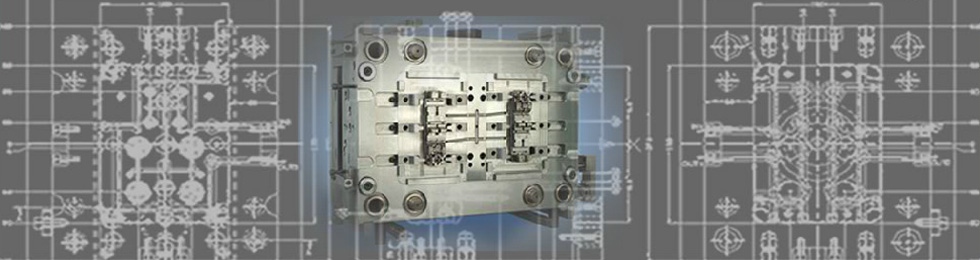
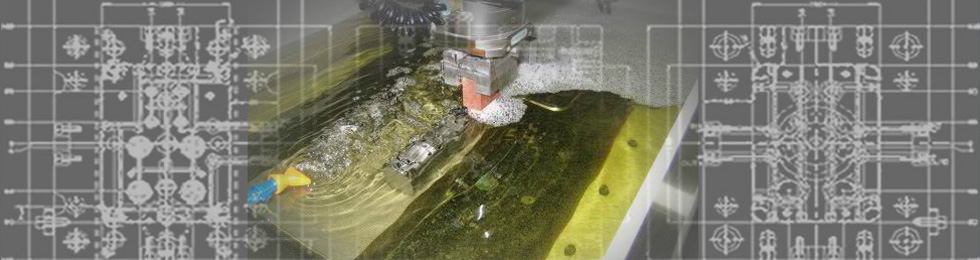
Design and Tooling: A CAD model is created, and a mould is machined, often from steel or aluminium using CNC equipment.
Material Preparation: Raw material is dried, measured, or compounded depending on the process.
Filling: Material is introduced into the mould cavity via injection, compression, blowing, or rotation.
Cooling or Curing: The part solidifies, either through cooling (thermoplastics) or a chemical reaction (thermosets).
Ejection and Finishing: The part is removed, inspected, trimmed, and prepared for use or further processing.
Automotive Industry
Dashboards, bumpers, door panels, and under-hood components are almost exclusively moulded parts. Injection and compression moulding dominate here, producing lightweight, durable components that meet strict dimensional and safety standards across millions of vehicles annually.
Consumer Electronics
Smartphone casings, laptop shells, keyboard keys, and charging cable housings - all injection moulded. The demand for thin walls, tight tolerances, and excellent surface finish makes injection moulding the default choice for consumer electronics manufacturers globally.
Medical Devices
Syringes, IV connectors, surgical instruments, and diagnostic device housings require contamination-free, dimensionally exact parts. Medical-grade injection moulding, often done in cleanrooms, meets these requirements while producing parts at the scale hospitals and distributors demand.
Packaging Industry
From your shampoo bottle to your takeaway container, blow moulding and injection moulding keep the packaging world turning. Speed, cost efficiency, and the ability to work with recyclable materials make moulding the dominant force in packaging production worldwide.
Construction and Infrastructure
PVC pipes, fittings, cable conduits, and insulation housings are produced through extrusion or injection moulding. Rotomoulded water tanks and agricultural containers are found across developing and industrial markets alike, given their durability and relatively low cost.
The material determines the process. Here is a quick breakdown of what gets moulded and why:
Thermoplastics (ABS, PP, PE, Nylon): Melt and resolidify. Used in injection and blow moulding. Recyclable.
Thermosets (Epoxy, Phenolic, Silicone): Cure via heat/chemical reaction. Used in compression and transfer moulding. Non-recyclable but more heat-resistant.
Rubber and Elastomers: Used in compression and transfer moulding. Flexible parts like gaskets, seals, and footwear soles.
Metals (Aluminium, Zinc, Magnesium): Die casting is the metal equivalent of injection moulding. Used for precise metal components.
Final Thoughts: Moulding Is Everywhere - And Now You See It
Moulding is not glamorous, but it is fundamental. Every mass-produced object in your immediate surroundings was likely shaped by some form of it. Understanding the types, processes, and materials gives you a genuine edge - whether you are designing a product, sourcing a manufacturer, or simply making smarter decisions about what gets built and how.
Globally, large-scale moulding in China remains a cornerstone of industrial output, offering competitive tooling and production costs without sacrificing technical capability. As you think about your next project, consider also the role of CNC prototype development - it is often the essential step between concept and a production-ready mould. Get that right, and the rest of the process follows naturally.
Frequently Asked Questions
What is the difference between a mould and a die?
A mould shapes material by filling a cavity (used for plastics, rubber, and casting). A die shapes material by cutting, stamping, or extruding it. Both are precision tools, but they work on fundamentally different physical principles.
How long does a typical injection mould last?
A well-maintained steel injection mould can last between 500,000 to 1 million shots. Aluminium moulds have shorter lifespans, around 50,000 to 100,000 shots, making them better suited for prototyping or smaller production runs.
Is moulding suitable for small-batch production?
Technically, yes, but economically it depends. Tooling costs are high. Compression and rotational moulding are more viable for smaller runs. For very low quantities, 3D printing or CNC machining often makes more financial sense before committing to a mould.
What causes defects in moulded parts?
Common defects include sink marks (inadequate cooling), warping (uneven shrinkage), flash (excess material at parting lines), and short shots (insufficient fill). Most are caused by incorrect process parameters, poor mould design, or inconsistent material quality.
Can one mould produce multiple part designs simultaneously?
Yes. Family moulds contain multiple different cavities in a single tool, producing different part designs in one cycle. They are efficient but require careful design to balance fill pressure across all cavities simultaneously.
Injection molding is common for repeatable plastic production parts because it supports stable quality, complex shapes and scalable output after the mold is validated.
Buyers should compare material, part geometry, expected volume, tolerance, surface finish, tooling cost and the quality checks needed for the final application.
Yes. UTTMould supports mold manufacturing, molded plastic part production and inspection for export projects.
Follow Us: ![]()
![]()
![]()
Copyright © 2026 UTTMould All Rights Reserved Sitemap XML Quality Inspection Checklist Injection Mold Guide 缂傚倷鐒﹀褰掓偡閳哄懎姹查弶鍫氭櫇绾惧ジ鏌i弮鈧鍧楀触閳э拷